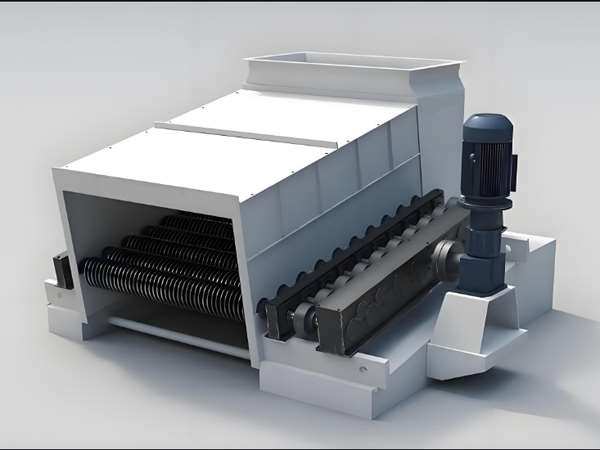
波动辊轴筛
波辊筛是火电厂输煤系统中不成缺少的装备,该机具有旁路设置,由于日常平凡生产采用的煤质煤种复杂,且煤中水份含量高,经常使波辊筛不能正常运行,只能走旁路输送物料,致使煤中的年夜石块、年夜煤块、年夜木块未经破碎就直接进进煤仓,严重地影响了制粉系统的正常运行,并危及汽锅的平安生产。
1、波动辊式给料机筛分原理
波辊筛是由数片并列的特制桃形筛片组成的筛孔与几排转子(筛片与轴组成)形成筛面,各转子以同速、同向做周向旋转,在其作用下,筛面上的物料借助于桃形筛片交织回转,年夜块物料被拨腾起来,并经筛面到碎煤机破碎,小粒径物料则经筛孔直接落下,从而到达筛分的目的。为了获得轴向及纵向的波动,提高筛分效率,安装时统一轴上相邻的两筛片在径向错开一等位角(15°、30°或45°),相邻两轴上的筛片位置则以交织的形式排列。
2、运行中存在的问题
2.1、进料口梗塞
BS-600型波动筛共有9根转轴,每根轴上安装有19块桃形筛片,筛片与筛片之间用齿套相隔形成筛孔。因筛片安装较密集,所组成的转子周向尺寸较年夜,致使了波辊筛进料口处物料经由过程时遭到限制,在运行中经常发生进料口梗塞的事故。
2.2、筛面积煤严重
因波动辊式给料机筛孔尺寸小(40mm×130mm),加上南方地域雨季长煤较湿,且煤质煤种复杂,故筛孔经常被煤梗塞,从而致使筛面积煤严重,筛分效果较差。另外一方面,因筛孔小年夜部门物料均经过筛面进碎煤机,造成碎煤机负荷太重。
波动筛煤机
2.3、筛片窜动卡死
2.3.1、轴承轴向定位失效
转子轴上安装的轴承为双列向心球面滚子轴承(113515),该轴承内圈带有锥度(∠1:12)。其轴向定位一侧是依靠轴的锥度,另外一侧是哄骗止退垫片和圆螺母锁紧。由于轴上锥度的加工误差或是由于安装技术缘由致使轴承不能获得轴向定位,引发轴承轴向窜动直至损坏,继而引发转子振动和筛片轴向窜动,造成相邻两轴上的筛片发生碰撞卡死,使波辊筛不能运行。
2.3.2、齿啮合传动磨损严重
筛片两头靠箱体处的几节齿套划分经由过程平键(长60mm)与轴联接,筛片与筛片间经由过程齿套联接,靠齿的啮合使筛片与轴一起旋转。但由于齿套和筛片均为铸造件较为粗拙,齿加工误差年夜,造成齿啮合处间隙过年夜,运行中齿的磨损非凡严重,使筛片不能完全与轴同步旋转,并引发筛片轴向窜动,致使两相邻轴上的筛片发生碰撞,甚至卡死,使筛分效率响应的下降。
2.3.3、筛片定位螺母发生位移
筛片两头哄骗定位螺母(M85×2)锁紧将筛片轴向定位。虽然在安装时该螺母已依靠预紧力锁紧,但由于未对该螺母接纳任何防松措施,运行一段时间后,螺母逐渐松开发生移位,从而引发和加重了筛片的轴向窜动,继而造成筛片发生碰撞、卡死。
3、改良措施
3、改良措施
3.1、削减筛片数目,增年夜进料口
将筛片数目从19块削减到11块,使筛孔尺寸达80mm×130mm,将同轴的相邻两筛片径向错开的等位角从原来的30。增年夜到45。,筛片自己的径向尺寸连结不变,只经由过程调整其轴向尺寸来知足安装要求,从而减小了转子径向尺寸,响应地增年夜了进料口,使物料能实时经由过程并进进筛面。
3.2、调整安装位置,保证筛分流利
波辊筛轴总长1755mm,其中可用于安装筛片的轴段长度为1270mm。但由于波辊筛箱体内腔宽度仅1150mm,为确保筛片安装在箱体内,同时又知足轴向定位的要求,在筛片两头各加装一个隔套来进行抵偿而且为确保相邻两轴上的筛片呈交织排列,这两个隔套设计为一长一短交织使用,即奇数轴上的隔套若排列为左侧短右侧长,则偶数轴上的隔套排列必需为左侧长右侧短。3.3准确丈量加工,准确安装,确保轴承轴向定位有用在丈量轴时,应凭据安装工艺找好基准(确保两轴承中心距连结不变),准肯定出两轴承在轴上的安装位置后绘制轴的加工图。加工进程中,应保证尺寸切确,使尺寸、外形及位置公役均合适图纸标注(国标)。此外,在安装进程中,应严酷依照准确的工艺流程进行,不得发生轴承油封、隔环等少装、漏装的毛病,也不得随意更改隔环的厚度,以确保轴承安装到位。
3.4、改变筛片的传动及定位方式
取消筛片间的齿啮合传动,在轴上开通键槽,所有筛片均经由过程平键与传动轴联接传动,从而对筛片进行周向定位。将筛片凸肩两侧的齿面改成平面,依靠筛片的凸肩顶紧和筛片两侧的圆螺母(M85×2)来避免筛片发生轴向窜动,避免了筛片因碰撞而损坏或筛片卡死的事故。
3.5、准确合理地编排筛片的运动波形,保证筛分流利
为了获得沿轴线标的目的的波动,波辊筛在统一根轴上的相邻筛片在径向均错开一个等位角30°。但由于该波形相位差较小(/6),波长短,前面物料还未筛分完后面的物料就紧接着跟上,使物料不能充实进行筛分,碎煤机的工作量也年夜年夜加重。在改造中,将等位角从30°增加到45°,其相位差也增加到/4,波长相应增加,确保了物料有充沛的筛分时间,只让不能经由过程筛孔的年夜颗粒物料进进碎煤机,从而也减轻了碎煤机的负荷。
3.6对圆螺母有用的防松措施
(1)垫片将螺母(M85×2)锁紧,虽然此时需在轴上开槽,但其强度不影响轴的使用。
(2)将螺母(M85×2)与筛片两侧的隔套点焊(隔套与轴为键联接),也可到达使螺母锁紧的效果。
4、结束语
实践证实,经过改造后的波辊筛运行优秀,基本未发生进料口梗塞、筛面积煤、筛片窜动卡死的现象,波辊筛投运率达99以上,为汽锅制粉系统的正常运行提供了平安保障。
上一篇:振动筛在工作中可能出现的问题 下一篇:为什么那么多人选择振动脱水筛